Фрезерный станок Proxxon
О чем это
Каждый моделист делал, хотел или вынужден был что-то сделать своими руками. И, возможно, при этом его посещала мысль: «Эх, был бы у меня подходящий инструмент, работу можно было бы сделать быстрее, лучше, по-другому». Со мной подобное периодически происходит, наверно потому, что летать, ездить вечно не хватает времени, а вот время заняться модернизацией или переделкой моделей находится (да и нравится это мне). Поэтому хороший инструмент и руки радует и голове дает возможность работать «на другом уровне», с учетом возросших технологических возможностей.
И очень не хочется ошибиться в выборе. Наоборот, хочется купить надежный, хороший инструмент, который будет способен осуществить задумки владельца. Надеюсь, что данный обзор поможет в нелегком деле выбора подходящего инструмента.
Почему именно это
Не буду больше томить, речь пойдет об электроинструменте Proxxon, а именно: о сверлильно-фрезерном станке, собранном из следующих частей:
- Сверлильно-фрезерная станина BFB200.
- Координатный стол КТ 150.
- Фрезеровальная машина BFW 40/E.
Собрав все это вместе (составные элементы продаются по отдельности), мы должны получить компактный, но достаточно универсальный станок для домашнего мастера. Не буду описывать возможные варианты фрезерных станков фирмы Proxxon, с ними заинтересованные лица могут ознакомиться на сайте http://www.proxxon.com.ru. Расскажу, почему я остановил свой выбор на данной конфигурации.
Во-первых, размер. Он сравнительно небольшой, вписывается в домашнюю мастерскую, и в тоже время, позволяет обрабатывать детали достаточной для меня величины.
Во-вторых, хотелось нешумный станок, и я надеялся, что прямой (без редуктора) и не жутко мощный привод, к тому же имеющий плавную электронную регулировку оборотов, устроит меня по этому показателю.
В-третьих, буду иметь сверлильный станок с возможностью установки стандартной дрели (или другого инструмента) с посадочным диаметром шейки 43 мм.
Вообще-то у меня есть возможность выполнять простые фрезерные работы на станке Универсал 3В, но после токарных работ необходима его переналадка, выводить же углы установки дополнительного стола довольно муторно. Шумит он в квартире прилично, как первые стиральные машины, пытающиеся «переварить» то, что в них сверх меры загрузили. Да и работать приходится в непривычной плоскости. Кроме того, для многих моих задач его мощность явно избыточна.
Итак, решено, пополню мастерскую новым агрегатом. Буду наслаждаться удобством и тихой работой станка.
Каков он вблизи
Наконец, все закуплено и доставлено домой. Естественно, каждый компонент находился в своей коробке. Особенно понравилась упаковка станины из-за наличия удобной ручки для переноски. Другие коробки пришлось запихивать в пакеты, которые норовили порваться от излишнего веса. Координатный стол умудрился в багажнике автомашины «распаковаться», внутренняя коробка выехала из красивой внешней оболочки, не беда, нарушитель водворен на место и все доставлено к месту сборки. Испытывая зуд в руках, быстро вскрываю коробки и… первым делом извлекаю инструкции. А вы как думали? Инструмент дело тонкое, наскока не любит, сначала изучим его описание, возможности, рекомендации производителя, оценим возможные режимы работы. Время проб и испытаний наступит позже, когда в голове будет полная ясность, что и как.
Документация
В каждой коробке были обнаружены следующие документы:
- «Правила техники безопасности при работе с электроинструментом фирмы Proxxon».
- Оригинальная инструкция.
- Русский перевод инструкции.
- Гарантийный талон.
Начнем по порядку. «Правила техники безопасности…» входят в состав каждого изделия и содержат стандартный набор рекламных фраз и рекомендаций по безопасности, которые должны предостеречь неумелого пользователя от причинения себе вреда. Считая себя пользователем умелым, все равно читаю их, а вдруг там попадется что-то незнакомое? Так и есть, нашел, понравился последний пункт, рекомендующий: «Хранить инструкцию по эксплуатации в безопасном месте». Так и не поняв, что это место должно обезопасить, меня от инструкции или инструкцию от меня, оставил осмысление на потом.
Перейдем к инструкциям по эксплуатации. Не буду подробно расписывать особенности станка, отмеченные в инструкциях. Думаю, это не представляет интереса для всех, а потенциальные хозяева могут с ними ознакомиться в местах продажи инструмента. Отмечу только то, что перевод выполнен качественно (хотя имеют место огрехи на уровне описок, которые, я надеюсь, будут исправлены), и тот факт, что при чтении вам потребуется и оригинальная версия, так как в переводе отсутствуют рисунки. В инструкциях содержатся все необходимые для настройки и эксплуатации данные, текст рассчитан на неподготовленных пользователей. Порадовало наличие сборочных чертежей составных частей, информация очень полезная при настройке или ремонте станка.
Хочу отметить некоторые моменты, которые обратили на себя внимание. На всех направляющих «ласточкин хвост» имеются винты фиксации перемещения, с чем мне до этого не приходилось сталкиваться. Привод рассчитан на непрерывную работу не более 15 минут, а на мощности 250 вт. - не более 10 минут. Надо проверить, чем вызвано данное ограничение: приводом или блоком питания?
Конструкция
Теперь можно перейти и к сборке, настройке и пробной эксплуатации.

На рис. 1 приведена фотография станка в сборе. Подобных фотографий в Интернете множество, но они, к сожалению, не дают представление о реальных габаритах станка, поэтому на фото добавлен баллончик с краской, думаю, он поможет оценить размеры.
Станина идет полностью собранной. Проверка перемещения суппорта показала, что зазоры в «ласточкином хвосте» выставлены правильно и регулировок не требуют. В комплекте имеются так же шестигранные ключи.
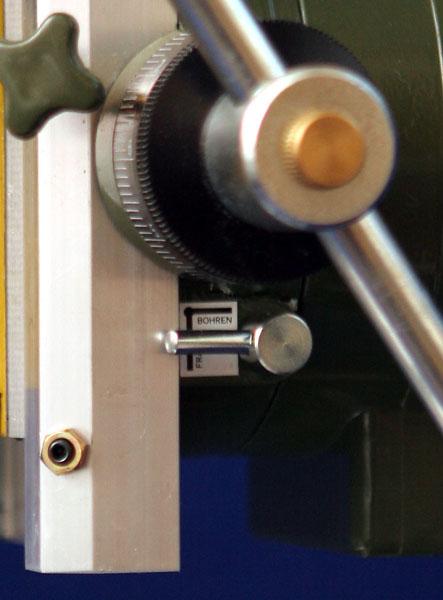
Суппорт можно перемещать двумя ручками - рычагом при сверлении, и рукояткой точной подачи при фрезеровании. Выбор способа подачи осуществляется переключателем (см. рис. 2). Вот тут ожидала первая засада. Переключатель не хотел фиксироваться в положении тонкой подачи и при малейшем перемещении суппорта он произвольно возвращался в положение, используемом при сверлении. Анализ конструкции показал, что для надежной фиксации его необходимо перемещать либо дальше указанного положения (см. рис.2) либо он должен утапливаться внутрь. Переместить переключатель внутрь в нужном положении у меня не получилось, «вскрывать» конструкцию не стал. Установил в найденное устойчивое положение, хотя и из него не очень удобно переключать на режим сверления. Так же не очень порадовала величина свободного хода винта тонкой подачи, которая составила 0,8 мм. Больше чем хотелось бы, но в конструкции с переключением подач меньше сделать проблематично. Наверно это плата за универсальность. (Забегая вперед, хочу сказать, что если задействовать возвратную пружину, то такой свободный ход не чувствуется).

Фрезеровальная машина устанавливается легко, задуматься пришлось только о полярности подключения к блоку питания. На вилке питания указана полярность, на рекомендуемой к подсоединению розетке обозначений полярности нет. Подключил, основываясь на маркировке, нанесенной на соседней, неиспользуемой розетке. Все оказалось правильно. Стало понятно ограничение на время непрерывной работы. Двигатель фрезеровальной машины коллекторный с постоянными магнитами, при этом полностью закрытый. Притока воздуха для охлаждения нет. Это и хорошо - в него не попадут посторонние предметы (особенно полезна такая защита при наличии древесной пыли в помещении), и плохо – затруднен отвод тепла от коллектора двигателя. Смутно терзают подозрения, что на максимальной мощности он работает на повышенном по отношению к номинальному напряжении и греется еще интенсивнее. (Но как это узнаешь?) Кстати, на блоке питания тоже есть предупреждение на использование не более 10 минут при максимальной мощности, значит данное ограничение вызвано именно его возможностями.
После обкатки проверил, насколько остается постоянным момент на валу двигателя при возрастании нагрузки. Результат порадовал. Возрастание момента происходит сначала плавно, потом небольшими рывками повышенной мощности. По-моему, очень грамотное решение, главное чтобы граница перехода была правильно подобрана, иначе будет работать в «рывковом» режиме. Испытания покажут насколько такое решение жизненно.
Теперь переходим к установке координатного стола, одновременно изучая его конструктивное исполнение.

На фото в пазах видна краска, похоже их фрезеруют после покраски. Видимо, или отливка неточная, или деталь была выставлена со смещением перед фрезеровкой, но пазы оказались слегка «кривоватыми». Проверка перемещения суппортов показала величины свободного хода винтов в 0.5 мм и 0.45 мм по двум координатам соответственно.

Изучение механизма подачи (см. рис. 5) показала, что сам ходовой винт выполнен по технологии накатки, обладающей невысокими показателями по точности и шероховатости получаемых деталей. Упорная гайка сделана из медного сплава (точнее не могу сказать) и не имеет элементов регулировки зазоров. Значит, со временем не удастся уменьшать возрастающий люфт и ее будет необходимо заменять. Свою лепту в люфты вносит и конструкция упорного узла с контрящейся упорной втулкой, которая не предоставляет возможности тонкой регулировки, но дает шанс «убирать» возрастающие по мере износа зазоры в данном узле. Насколько возможно, были убраны зазоры в упорном узле, люфт стал равен примерно 0,1…0,15 мм и одинаковым по обеим осям. Неточность вызвана тем, что на различных участках рабочего хода люфт отличался на 0.05 мм, вот тут, я думаю, показал себя ходовой винт.
Отдельного упоминания заслуживают лимбы. На всех трех осях они могут поворачиваться относительно маховиков и устанавливаться на необходимое деление. К сожалению, они «слепые», риски представляют собой выступы на пластмассовых и литых, крашенных деталях. Так как они малоконтрастные, очень трудно их точно совмещать (что и выявилось при установке угла наклона суппорта). Исключением является только лимб маховика вертикальной подачи, имеющий белые риски на черном фоне.
Подводя итог первым впечатлениям, могу сказать, что я немного расстроился, ожидал большего, да и мелкие огрехи раздосадовали. Но самое главное впереди, как он в работе себя покажет.
Испытания

Ну вот, теперь началось самое интересное - попробовать, как все это работает. Для испытаний был заранее закуплен набор новых фрез уважаемой фирмы Proxxon и приготовлена прямоугольная «чушка» из алюминиевого сплава. Крепление к столу осуществлялось зажимами Proxxon (см. рис. 8).

Сразу хочется отметить хорошее качество изготовления и конструкцию зажимов, также как и отменное качество кулачковых цанг, входящих в комплект фрезеровальной машины. В комплекте имеется 6 цанг для фиксации инструмента с диаметрами хвостовиков от 2,35 мм до 6 мм (см. рис. 8). Такой комплект перекрывает мои (надеюсь, не только) потребности полностью.
Начал «мучить» станок, меняю величину захода, скорость подачи, пытаюсь ввести в резонанс и создать предельные грузки. Что было сделано.
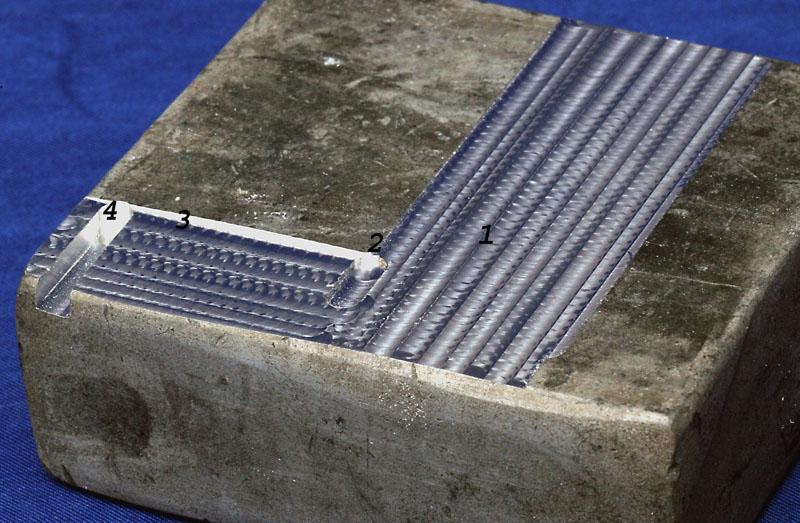
Отфрезерованы две плоскости (1 и 3 см. рис. 8) с взаимно перпендикулярной подачей. По ним хорошо видно, что инструмент имеет строго перпендикулярное положение к поверхности обработки, задаваемое конструкцией станины (плоскость 3 без уступов от проходов). А вот регулируемый угол наклона я установил не точно, на плоскости 1 имеем уступы от прохода к проходу. В целом, результат очень хороший. Фрезеровка пазов шириной равной диаметру фрезы, как с боковым заходом 4, так и с врезанием 2. Результат отличный, поверхность чистая, резонанса не замечено даже с незафиксированными суппортами.
Меня, в основном, интересовала обработка цветных металлов, обработка стали и древесины была испробована только в одном режиме. Сталь – нормально, хотя и не так легко и грациозно, как сплав алюминия, дерево - на ура.
Если у вас много плоскостей сопряжения с минимальными допусками, то придется постараться. В этом деле неоценимую помощь окажут винты фиксации суппортов: работаете по одной оси, при двух зафиксированных. В этом случае точность будет зависеть только от ваших навыков. В моей практике большинство деталей имеют свободные размеры (ошибка до 0,5 мм часто не критична), кроме плоскостей, по которым производится сопряжение. Для изготовления таких деталей фиксация суппортов не требуется.
Есть одно замечание. Поскольку сплав алюминия, из которого изготовлен станок, не очень жесткий (по крайней мере, он мягче дюраля Д16Т) я все время боялся сорвать резьбу винтов фиксации суппортов. При затяжке трудно определить момент, когда резьба начинает плыть.
Поэтому усилия, прикладываемые при крепеже деталей и приспособлений, а так же при фиксации суппортов приходится точно дозировать. Как выяснилось, не стоит со всей силы затягивать гайки зажимов при фиксации детали. У меня это привело к повышению усилия перемещения суппорта по одной из осей из-за деформации стола. После работы с «чугуниевым» станком немного напрягает, но это дело привычки.
Был замерен уровень шума, правда, только на холостом ходу, результаты порадовали.
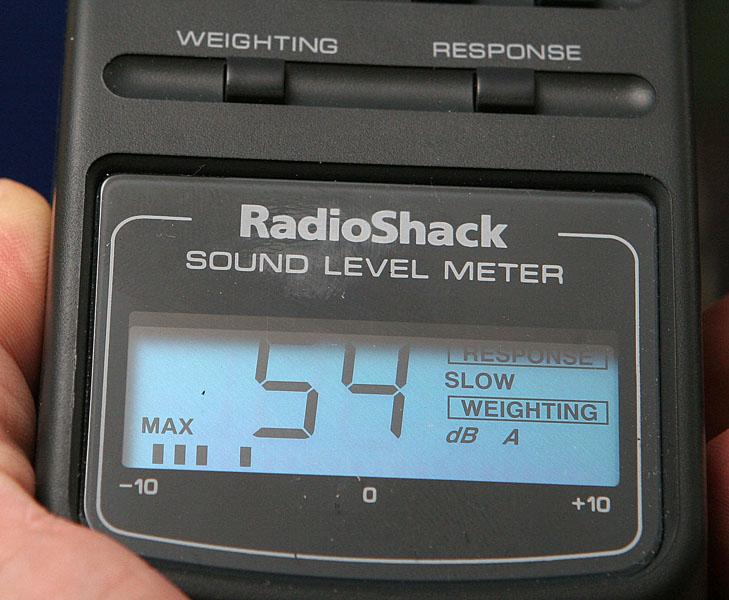
Рис.9 Уровень шума на Min. оборотах
|

Рис.10 Уровень шума на Max. оборотах
|
Уровень шума колебался от 54 до 70 Дб, что меньше заявленного производителем. Следует учитывать, что замер производился, когда станок стоял на вибропоглощающей подставке, установка на поверхность верстака внесет свою добавку в уровень шумов.
Следующим этапом испытаний была проверка тепловых режимов двигателя. В течение 15 минут я стачивал заготовку, стараясь максимально нагрузить двигатель. Регулярно замерялась температура двигателя инфракрасным термометром фирмы Duratrax (прибор не обладает высокой абсолютной точностью, но относительное изменение температуры в одинаковых условиях измеряет достаточно неплохо).

Рис. 11 Начальная температура двигателя
|

Рис. 12 Сильнее двигатель разогреть не удалось
|
Через 11 минут температура поднялась до 46,3 градусов, и оставалась постоянной до конца испытаний. Неплохой результат, учитывая то, что в таком режиме работать на станке никто не будет. После этого решил посмотреть на температуру двигателя при моей типовой работе. Температура корпуса двигателя через 15 мин. поднялась до 33 градусов и больше не повышалась. Для себя решил, что время непрерывной работы можно значительно увеличить.
За все время работы в рекомендованном режиме так и не удалось нагрузить двигатель до уровня начала срабатывания режима «рывков». Пришлось резко снизить обороты, чтобы перевести привод в этот режим. Работает отлично, никаких «прихватов» инструмента, и интуитивно заставляет выбирать нужную скорость подачи.
Испытания порадовали. Работать легко и приятно. Станок становится «продолжением» рук, настолько удобен и предсказуем.
Заключение
Процесс и результат работы на станке меня очень порадовал. Значительно больше, чем огорчили недостатки. Имеем удобный, хороший, любительский (сам производитель, ограничив время непрерывной работы, вывел его из списка профессионального оборудования) станочек, который поможет качественно воплотить ваши задумки. В результате имеем следующее.
Понравилось:
- Удобство и легкость работы.
- Поворотные лимбы.
- Возможность фиксации суппортов.
- Небольшие габариты и вес.
- Низкий уровень шума.
- Универсальность и модульность конструкции.
Не понравилось:
- Недостатки изготовления.
- «Слепые» лимбы.
- Не очень большая жесткость конструкции, хотя и достаточная.
- Необходимость фиксации суппортов.
Также, каюсь, не рассказал о том, что в комплекте есть направляющая для обработки древесины. С ее помощью можно фрезеровать длинномерные деревянные изделия. Но всего не охватишь и для меня такое использование станка не приоритетно. Возможно, я испытаю и его и добавлю в обзор свои впечатления.
Станок для обзора предоставила фирма Paradox