Механика самодельного станка ЧПУ
Зачем мне нужен станок?
«Был бы станок, а что на нем делать найдется», «Сделаем, посмотрим, что получится, тогда и увидим», «Просто интересно», «Ни лобзиком, ни напильником пилить не умею, вот, пусть станок и пилит», «Интересна сама проблема и процесс ее решения», «Хочу станок, чтобы напилить на нем много КИТ-ов и заработать много денег» и т.д. и т.п. Подобные побудительные мотивы для того, чтобы затеять постройку такого сложного и дорогого устройства, как станок ЧПУ, не серьезны, хотя и распространены.
Моя побудительная причина не совпала ни с одной из перечисленных. Я знал, что буду делать на станке – пилить бальзовые детали для своих самолетов. А почему на ЧПУ? А потому что устал руками и долго слишком. Например, вот фото консолей верхнего крыла и стабилизатора копии самолета И-5, спроектированные под станок ЧПУ и целиком на нем выпиленные.

|

|

|
Это моя первая модель, которая проектируется исключительно под ЧПУ. Нервюры – бальза 1,5 мм, все на шипах, 80% деталей – уникальные. Вручную такое делать – запаришься, да пожалуй, и не сделать. А представляете, грохнуть такую модель в первом полете? Или во втором? Поседеешь! А тут, взял и выпилил новое крылышко, или, там, стабилизатор….
Ну, хорошо. А станок-то зачем? Куда не плюнь – контора с лазерной резкой! Отдал файлы, получил детали, и не дорого. Да, это так, если штамповать КИТ-ы, но не в процессе разработки. Конторам нужны объемы, им не интересно резать 2-3 детали, они даже 10 деталей резать не будут, им подавай 10 стандартных листов. Да и не набегаешься к ним.
Спроектировать от и до, а потом с листа нарезать лазером, чтобы все идеально совпало, можно только простую модель, но не копию. Может кому-то это и удается, но не мне. Сконструировал узел, нарезал, склеил, покрутил в руках, исправил что не нравится, двинулся дальше – вот мой подход. А для этого станок должен стоять дома.
Читая форум, посвященный станкам ЧПУ на нашем сайте, я пришел к выводу, что желающих построить станок пруд пруди. Но если с электроникой и программами народ, в общем и целом, дружит, по крайней мере есть понимание, что и как делать, то с механической частью станка – труба. Задача статьи - ввести интересующихся в курс дела на примере проектирования конкретного станка. Хочется, чтобы вопросы на форумах были более осмысленными и основывались на реальных фактах, а не на домыслах. У меня нет задачи поучать и указывать, как именно ВАМ строить СВОЙ станок. Вы можете принять мои рекомендации к сведению, а можете проигнорировать, это ваше право.
В этой статье ни слова не будет сказано про электронику и программы. И не только по тому, что это тема отдельной статьи, которую, возможно, кто-нибудь напишет. Не хочу никого обидеть, но, по-моему, сегодня электроника – не проблема. В отличие от механики ее можно довольно легко купить в полном объеме – подключил и заработало, и стоимость ее составляет не более четверти всех затрат на станок. А вот механика приемлемого качества по приемлемой цене – проблема. Хочется, чтобы у людей кроме желания – хочу станок ЧПУ, было еще и понимание, что за этим стоит.
Задаем технические характеристики
Назначение
- Как уже было сказано, станок нужен главным образом для фрезерования бальзовых пластин – вырезания из них деталей моделей самолетов. По этому материалу станок должен иметь максимальную производительность. Кроме бальзы будет фрезероваться строительная и авиационная фанера, дерево, пластик, стеклотекстолит и карбон. Точность станка по перечисленным материалам должна быть не хуже 0,1 мм на максимальной длине.
- Кроме неметаллов станок должен хорошо резать алюминиевые сплавы фрезами диаметром до 3 мм с подачами 150…250 мм/мин, при заглублении до 2 мм. Точность при фрезеровании алюминиевых сплавов должна быть в районе 0,05 мм на площади 150х150 мм.
- Фрезерование стали не предусматривается, кроме отдельных случаев, при этом скорость и точность не регламентируется.
- Должна иметься возможность 3D фрезерования моделей и матриц из неметаллических материалов для выклейки и формования крыльев, капотов, фонарей и т.п.
Оптимально, малогабаритный настольный станок под перечисленные задачи должен иметь рамочную конструкцию.
Усилия резания и шаговый двигатель
Имеет место заблуждение, что при фрезеровании нужно давить на фрезу, чтобы она лучше резала. Это неправильно. Вспомните выпиливание лобзиком, чуть надавил - пилка сломалась. Скорость выпиливания зависит от того, как быстро вы будете совершать возвратно-поступательные движения лобзиком, и от остроты пилки. При фрезеровании тонкими фрезами наблюдается та же самая картина, задал неправильные режимы резания - фреза сломалась. Поэтому будем рассчитывать на острый качественный инструмент и оптимальные режимы резания. При этих условиях нагрузки на шпиндель и реакции в опорах ожидаются небольшие, в пределах нескольких килограммов.
Рассчитывать эти килограммы по формулам не обязательно. Вы легко и наглядно можете оценить максимально возможные усилия прямо голыми руками. Для этого возьмите тонкую концевую фрезу диаметром 1 мм и постарайтесь сломать ее в руках. Вы удивитесь, насколько легко вам это удастся. Фрезу диаметром 3 мм в руках сломать труднее, но все равно усилия эти не запредельны. Разрушение фрезы при превышении допустимых нагрузок и будет тем предохранителем, который убережет наш станок от критических напряжений и выхода из строя. Жесткость станка должна быть рассчитана на эти нагрузки желательно с двойным запасом.
Мощность шагового двигателя в основном нужна не для резания, а для преодоления сил трения в направляющих и винтовой паре, а силы эти зависят от качества изготовления, зазоров, перекосов и наличия смазки. Рассчитать эти силы можно, методики существуют, но чем меньше по размерам механизм, тем менее достоверные получаются результаты. Так что выбор двигателя для станка по мощности это такое же шаманство, как и выбор мотора для модели самолета с ДВС: потянет - не потянет, с запасом - на пределе, т.е. из опыта или на основе анализа прототипов.
Шаговых двигателей на рынке навалом. Выбрать подходящие из этого обилия не просто. Поэтому сориентируемся на те движки, которые чаще всего применяются в подобной технике – советские индукторные шаговые двигатели ДШИ-200-3 или ДШИ-200-2. Различаются они по мощности. Есть еще ДШИ-200-1, но он откровенно слаб. ДШИ-200 хорошие моторы, если повезет, то можно найти эти движки с индексом ОС (особая серия, военная приемка), качество их изготовления лучше, но и обычные вполне на уровне.
Вот технические характеристики двигателя ДШИ-200-3 (в скобках значения для ДШИ-200-2):
- Максимальный статический момент, нт - 0,84 (0,46).
- Единичный шаг, град - 1,8 (1,8).
- Погрешность обработки шага, % - 3 (3).
- Максимальная частота приемистости, Гц - 1000 (1000).
- Ток питания в фазе, А - 1,5(1,5).
- Напряжение питания, В – 30 (30)
- Потребляемая мощность, Вт - 16,7 (11,8).
- Масса, кг - 0,91 (0,54).
Точность
Часто путают разрешающую способность позиционирования и точность фрезерования. Разрешающая способность зависит от выбора шагового двигателя и вида трансмиссии. Например, шаговый двигатель ДШИ-200-3 при работе в оптимальном полушаговом режиме делает 400 шагов за оборот. Следовательно, если применить винтовую передачу с шагом винта 2 мм, то за один шаг рабочий орган передвинется на 2 / 400 = 0,005 мм, т.е. на 5 микрон. При шаге 3 мм – 3 / 400 = 0,0075 мм, т.е. дальше на 2.5 мкм, но зато и скорость будет на треть выше.
Если использовать передачу с зубчатым ремнем, картина получается такая. Минимально возможный (из конструктивных соображений) средний диаметр ведущего зубчатого колеса - 14 мм. Значит, за один оборот путь получается 3,14*14 = 43,96 мм, т.е. перемещение за 1 шаг будет 43,96 / 400 = 0,11 мм. Для бальзы приемлемо, со скрипом, конечно, но можно было бы смириться, если бы это было все. Но это, к сожалению, не все.
Для получения точности фрезерования, к значению разрешения следует приплюсовать технологические люфты в направляющих и трансмиссии, а так же значения перемещений вследствие упругих деформаций, обусловленных общей жесткостью станка. Люфты можно рассчитать, а вот с общей жесткостью сложнее. Рассчитать ее невозможно.
При серийном производстве вначале проектируется и изготавливается опытный образец (как правило, на основе прототипа, т.е. другого станка). Затем станок испытывают, производят тщательные замеры, и смотрят, отвечает его точность требованиям ТЗ или нет. Если не отвечает, то конструкцию анализируют, определяют проблемные места, где надо усиливают жесткость, проводят изменения в конструкторской документации и запускают установочную серию. Процесс повторяется уже на нескольких экземплярах. Такая процедура называется доводкой станка.
Любительская конструкция тоже в некотором роде опытный экземпляр, но, к сожалению, он же оказывается и окончательным. Это вынуждает при конструировании закладывать в силовую схему станка заведомо избыточную жесткость. Не надо этого бояться. Тут лучше перестраховаться. Стремление создать изящную и оригинальную конструкцию может сыграть с конструктором злую шутку. Станок может получиться не жестким, а второй попытки может и не быть - слишком дорого.
Ложно понимаемая «доводка» станка - исправление ошибок в силовой схеме привинчиванием дополнительных уголков, косынок и ребер - результата не дает. Это то же самое, что лечить зубы таблетками – наступает временное облегчение, а потом становится еще хуже. Научить делать надежные, жесткие конструкции невозможно. Конструкцию надо чувствовать, это приходит с опытом точно так же, как водитель с опытом начинает чувствовать автомобиль.
Если вы хотите построить надежный и долговечный станок для повседневного использования, а не для демонстрации принципиальных возможностей, но опыта конструирования у вас недостаточно, не искушайте судьбу, возьмите за основу проверенный прототип, это сэкономит и нервы, и время, и деньги.
Если вы все же решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил:
- Не экономьте на жесткости. В сомнительных случаях перестраховывайтесь. Придерживайтесь принципа равнопрочности и равножесткости.
- В силовом каркасе станка везде, где это только возможно, применяйте глухие и прессовые посадки или штифты, т.к. простое болтовое соединение жесткости не дает.
- Не забывайте о том, что в среднем, при кручении жесткость пропорциональна квадрату размеров сечения, а при изгибе - четвертой степени, т.е. при увеличении размеров сечения детали в два раза, ее жесткость увеличивается в шестнадцать раз.
- Не увлекайтесь оребрением. Монолитная алюминиевая деталь жестче, чем равная ей по прочности и весу стальная, но оребренная.
Но мы отвлеклись. Точность станка декларируется в техническом задании на конструирование исходя из задач, которые будут выполняться на станке. Вот и мы задекларировали точность в пределах 0,05 мм на рабочей площади фрезерования, ограниченной размерами 150х150 мм. Постараемся ее обеспечить. Когда станок будет готов, посмотрим, что реально получилось, а пока проведем некоторые оценки.
Первое. Привод с зубчатым ремнем не годится по разрешающей способности. Значит винт. С точки зрения разрешения, шаг винта 2 или 3 мм не принципиален, и тот и другой подходит. Кстати, еще одно распространенное заблуждение – чем меньше шаг винта, тем выше точность станка. Выше становится разрешение позиционирования, но не точность фрезерования.
Второе. Очевидно, наиболее нагруженные направляющие у станка по оси Х. Вес каретки Х ожидается в пределах 5 кг, ожидаемые усилия резания 2…3 кг. При таких нагрузках две цилиндрические направляющие диаметром 16 мм, длиной 700 мм, сделанные из заклеенной стали 40Х, будут иметь стрелу прогиба порядка 2-3 мкм. Пусть даже 5 мкм, все равно это вполне приемлемо.
Третье. Будем считать, что мы сумеем обеспечить жесткость корпусных деталей каретки Х такой, при которой не будет заметных деформаций от усилий резания. Тогда вся погрешность (порядка 0,04 мм) останется на люфты, в основном на люфты в винтовых парах и на погрешности изготовления ходовых винтов.
Весьма жесткие требования, по сути, это максимум, что можно получить от самодельного станка. Что касается всей площади фрезерования, то если мы уложимся в 0,1 мм на длине 700 мм, это будет просто супер.
В приводе с зубчатым ремнем накопленная ошибка винта отсутствует, но ремень только условно не тянется, на самом деле он тянется, поэтому точность фрезерования с ним невысока и редко бывает лучше 0,25…0,3 мм на длине 700 мм.
Скорость
У станка есть две скорости – скорость перемещения шпинделя во время фрезерования (подача) и скорость холостого хода (позиционирование). Первая задается по условиям резания и может меняться в широком диапазоне, вторая должна быть максимально возможной. Очевидно, что если максимально возможная скорость будет ниже, чем оптимальная подача при фрезеровании материала, на который станок рассчитан, производительность станка будет недостаточна.
Для бальзы оптимальные режимы фрезерования такие:
- Толщина листа от 1 до 2 мм – фреза диаметром 0,6 мм (0,8 мм); подача 600 мм/мин; скорость 40000…50000 об/мин.
- Толщина листа от 2 до 6 мм – фреза 0,8 мм; подача 500 мм/мин при той же скорости;
Для других материалов подачи меньше. Скорость зависит от шпинделя. Даже если сегодня у меня нет шпинделя на 50000 об/мин, возможно, он появится завтра, поэтому станок надо делать на подачи 500…600 мм/мин.
ДШИ-200-3 имеет частоту приемистости 1000 Гц, в полушаговом режиме это 150 об/мин, значит, максимальная подача с винтом шагом 3 мм будет 450 мм/мин. Немного не дотягивает до оптимального режима. С винтом шагом 2 мм подача будет и того меньше, всего 300 мм/мин, что явно не достаточно. При работе двигателя в обычном режиме максимальная скорость получается 900 мм/мин, но точность позиционирования падает до 0,015 мм. Для бальзы сгодится, для алюминия нет.
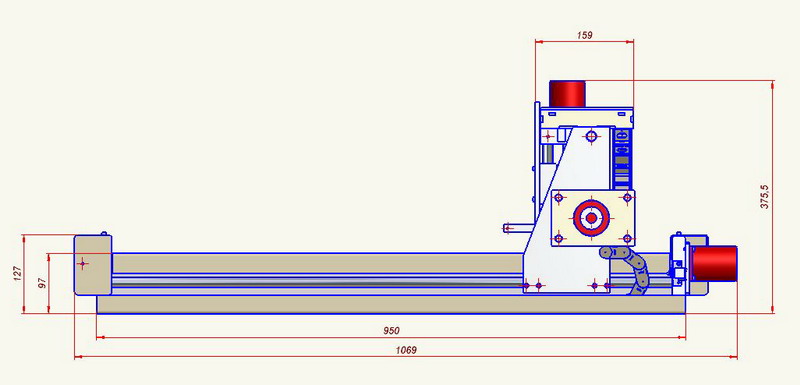
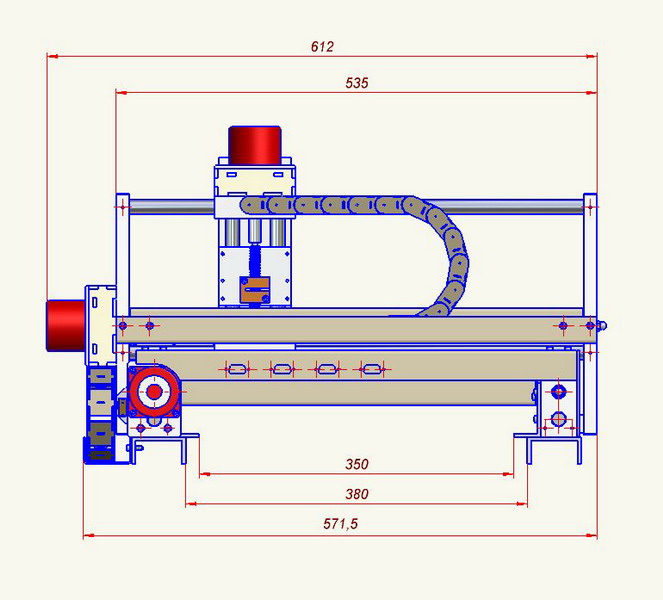
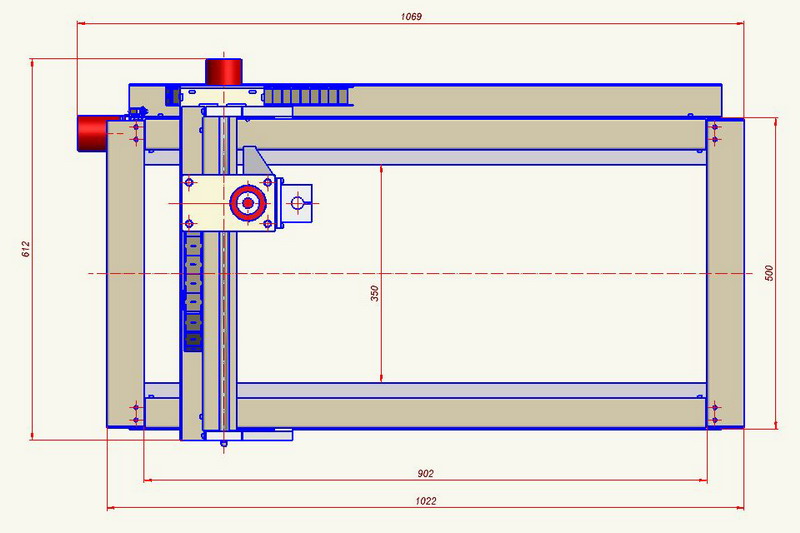
Размер рабочей области фрезерования
Как говорится, размер имеет значение, и не только в плане размещения заготовки оптимальной площади (100х1000 для бальзы, 300х500 для бальзовой фанеры). От размера рабочей плоскости фрезерования очень сильно зависит стоимость станка, особенно если применять винтовую передачу. Тут нужен компромисс. Для себя я нашел этот компромисс – 700х300х70 мм. У вас эти размеры могут быть другие.
Подшипники скольжения и направляющие
Для сравнительно точных малогабаритных станков типа того, который мы конструируем, альтернативу круглым стальным направляющим с подшипниками скольжения найти трудно. По крайней мере, в той ценовой категории, на которую мы рассчитываем.
В последнее время появилось большое количество шариковых линейных подшипников разных видов. Честно говоря, мне не понятны причины их растущей популярности. Кроме единственного достоинства – необычайной легкости хода (а значит, возможности применить менее мощные движки), у них сплошные недостатки. Главные из которых - невысокая точность и повышенные требования к среде, в которой они работают. Всевозможные конструктивные ухищрения для защиты таких подшипников от пыли, грязи и стружек спасают плохо. Кроме того, любая дополнительная деталь в подшипниковом узле, будь то манжета, скребок или щеточка, кроме увеличения стоимости вносит в узел элемент ненадежности.
По этим же причинам снимем с рассмотрения всевозможные конструктивные схемы, использующие рельсы и колесики в виде шариковых подшипников, как несерьезные для станка заданной точности, и вплотную рассмотрим опоры скольжения.
Подшипники скольжения имеют малые радиальные размеры и массу, изготовление их не требует специального оборудования, они могут нести большие нагрузки при больших скоростях. Но в нашем случае важно не это, важно другое их большое преимущество – они бесшумны и обладают высокой демпфирующей способностью при воздействии циклических и ударных нагрузок.
Материалы
При выборе материала для подшипников скольжения будем ориентироваться на доступные материалы, имеющие хорошие характеристики трения для наших условий эксплуатации. А условия эти следующие:
- Нагрузка в пределах 0,1…10 МПа.
- Скорость скольжения 0,2…5 м/с.
- Вид трения – полусухое - поверхности направляющей и подшипника соприкасаются полностью или на участках большой протяженности. Разделительный масляный слой отсутствует. Масло находится на поверхностях только в виде адсорбированной пленки.
- Смазка периодическая.
Для направляющих повышенной точности, как в нашем случае, особое внимание следует уделить плавности хода, которая зависит, прежде всего, от различия коэффициентов трения покоя и трения скольжения (как без смазки, так и при слабой смазке). Эта характеристика особенно важна для нас, т.к. применяем мы шаговый двигатель, и каретки по направляющим будут двигаться хоть мизерными, но рывками.
После несложных поисков получился вот такой список доступных и приемлемых по плавности хода (при слабой смазке) материалов с коэффициентами трения по стальному валу:
- Серый чугун – 0,15…0,2.
- Антифрикционный чугун – 0,12…0,15.
- Бронза – 0,1…0,15.
- Текстолит – 0,15…0,25.
- Полиамиды, капрон – 0,15…0,2.
- Нейлон – 0,1…0,2.
- Фторопласт без смазки – 0,04…0,06.
- Резина при смазке водой – 0,02…0,06.
В принципе, для подшипников можно использовать любой из вышеперечисленных материалов, кроме резины, которая приведена для сравнения, и чугуна, который отбросим как материал для домашнего станка экзотический. Прямо скажем, выбор не велик. По большому счету, он сводится к следующему – металл (бронза) или неметалл (любой из вышеперечисленных, кроме резины).
Про себя я уже давно выбрал бронзу – решение проверенное, можно сказать стандартное, широко применяемое, и не нуждающееся в подробных обоснованиях. Но для порядка рассмотрим и другие варианты.
Неметаллические подшипники
Ничего против неметаллических подшипников не имею. Если бы по каким-либо причинам мне была бы недоступна бронза (правда, сегодня трудно представить себе такие причины), я бы выбрал для подшипников текстолит. Текстолитовые подшипники изготавливают из многослойной шифонной ткани, пропитанной бакелитом и опрессованной под давлением приблизительно 1000 кг/см2, при 150…180 градусов. Они работают лучше, если слои расположены перпендикулярно поверхности трения. Текстолит можно обрабатывать твердосплавным инструментом при малых подачах и высоких скоростях резания с довольно жесткими допусками.
Капрон и нейлон хорошо работают при недостаточной смазке или без смазки вообще. Но, как и все полиамиды плохо поддаются механической обработке. Капроновые и нейлоновые подшипники изготовляются пресс-литьем в металлических формах с точностью размеров в пределах нескольких сотых миллиметра. При изготовлении с нужными допусками на универсальном обрабатывающем оборудовании могут возникнуть проблемы – не возьмется никто.
Фторопласт (тефлон) отличный материал, но, к сожалению, не слишком хорош для изготовления подшипников вследствие мягкости, большого коэффициента линейного расширения, холодной ползучести (возникновение остаточных деформаций под длительным воздействием сравнительно небольших напряжений), и полной несмачиваемости маслом.
Все неметаллические подшипники применяют в сочетании с направляющими повышенной твердости (> HRC 50). При этом условии они обнаруживают высокую износостойкость. Требование повышенной твердости направляющих это не недостаток неметаллических подшипников, это данность. Кстати и для бронзовых втулок тоже неплохо подкалить направляющую.
Ресурс
Что касается ресурса подшипников, то здесь должны приниматься в расчет следующие соображения. Если мы приняли принцип равнопрочности и равножесткости, как основополагающую концепцию при конструировании, ничто не мешает принять такой же принцип по отношению к ресурсу основных узлов. Что я имею в виду? Основными узлами нашего станка являются ходовые винты с гайками и направляющие. Логично сделать их таким образом, чтобы ресурс винтовой пары был соизмерим с ресурсом подшипников скольжения. Т.е. установив подшипники один раз, они должны проработать все время, пока функционируют винты и гайки. По выходе винтовых пар из строя, станку потребуется капитальный ремонт, в этот момент можно и подшипники заменить. Делать замену раньше нецелесообразно, ставить подшипники, которые переживут не только винтовую пару, но и нас с вами – тоже.
Известно, что обычная винтовая пара со стальным ходовым винтом и бронзовой гайкой служит очень долго. При надлежащем выборе параметров и качественном изготовлении, такие узлы работают годами каждый день в три смены. Не думаю, что мой станок будет загружен подобным образом. Однако точно рассчитать ресурс невозможно. Можно прогнозировать, основываясь на опыте и знании предмета. Я думаю, что в данном случае винтовая пара послужит около 8 лет, даже с учетом того, что я буду пилить на станке КИТ-ы. За это время много воды утечет, и станок морально устареет, и технологии новые появятся, и стоимость производства возможно упадет. Может и ремонтировать смысла не будет.
Очевидно, что пара стальной винт – бронзовая гайка работает в куда более жестких условиях, чем стальная направляющая – бронзовый подшипник, а значит, теоретически подшипник будет иметь заведомо больший ресурс. Но если зазор, появляющийся в результате выработки резьбы в гайке регулируется, то зазор в бронзовой втулке подшипника - нет. Поэтому примем (не с потолка, а на основании анализа прототипов и с большой долей вероятности), что винт и бронзовый подшипник будут иметь примерно одинаковый ресурс.
Проживет ли столько же неметаллический подшипник? Не уверен. Может проживет, а может и нет. В принципе не смертельно, можно предусмотреть сменные вкладыши, но это удорожает подшипниковый узел, а кроме того, вложив большие деньги в изготовление станка, не хочется изначально закладывать геморрой с заменой подшипников.
Принимаем решение
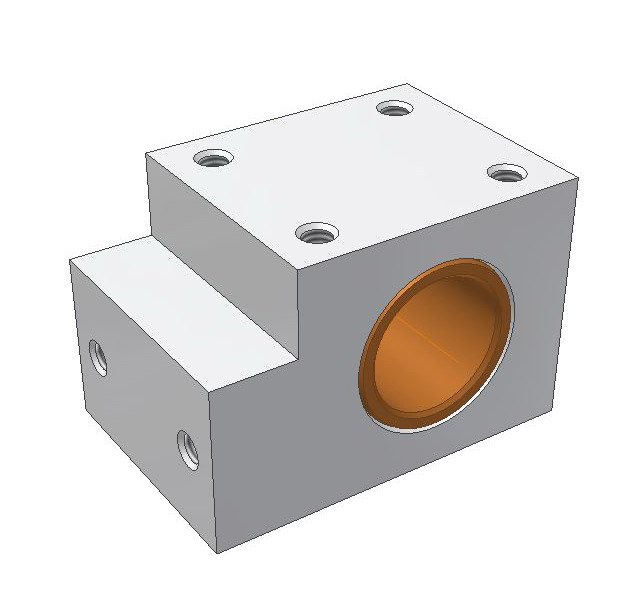
Учитывая вышесказанное, при конструировании направляющих можно принять следующее техническое решение по реализации подшипникового узла:
- отверстия в корпусах под втулки сверлим с минимальными требованиями к допускам формы и расположения поверхностей (т.е. достаточно грубо);
- наглухо запрессовываем в корпусные детали бронзовые втулки подшипников скольжения с припуском по внутреннему диаметру;
- растачиваем втулки под направляющие в составе корпусов с расчетными допусками.
Уже сейчас можно сказать, что такое решение видится целесообразным, но все-таки рассмотрим и другие варианты.
Первое, что приходит на ум - зачем делать бронзовые втулки, а потом их запрессовывать и растачивать, когда на рынке полно готовых гильз подшипников скольжения, с куда более лучшими свойствами, чем чистая бронза, например, металлофторопластовые подшипники скольжения? Не проще ли их купить и точно так же запрессовать?
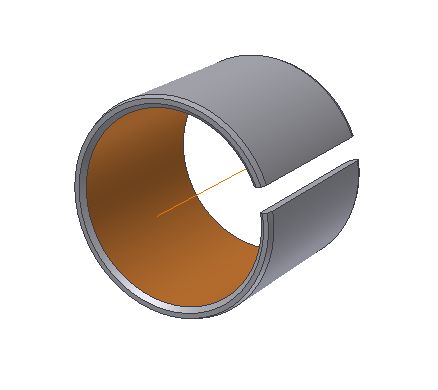
Разберемся. Металлофторопластовый подшипник представляет собой стальную гильзу с вакуумной пропиткой тефлоно-свинцовой композицией, диспергированной в жидкости пористого антифрикционного слоя из спечных бронзовых сплавов. Само по себе сочетание бронзы и фторопласта заманчиво и сулит значительные выгоды по свойствам. Так оно и есть. Металлофторопластовый подшипник при малых скоростях и сухом (!) трении допускает очень большие нагрузки (до 350 МПа) и сохраняет работоспособность в интервале температур от -20 до +280 градусов. Но, при нагрузках в пределах 0,1…10 МПа и скоростях скольжения 0,2…5 м/с (как у нас) коэффициент трения может изменяться от 0,1 до 0,2, т.е. быть в пределах обычных подшипниковых материалов при граничной смазке. Получается то же самое, что ставить литые диски на колеса ушастого Запорожца – можно, конечно, только смысла нет.
Тогда может быть, мы выиграем в точностях, упростим механическую обработку и тем самым сэкономим? Тоже нет. Если в первом случае мы точно растачиваем бронзовую втулку, то во втором, точно растачивать придется посадочное место под гильзу в корпусе, т.е. дорогую операцию на хорошем расточном станке мы не исключаем. Мало того, в расчет размерных цепей включаются допуска несоосности, биения, некруглости и др. самой покупной гильзы, которые придется учитывать, при условии, что допуска эти известны и достоверны, т.е. это хорошие дорогие подшипники, а не гильзы неизвестного происхождения – 3 рубля за мешок. В итоге, все это точности нашему станку никак не добавляет, скорее наоборот.
Стоимость бронзовой втулки, которая представляет собой просто кусок трубы - 50 рублей, а хорошего металлофторопластового подшипника – порядка $10. Подшипников этих нужно 12 штук. Посчитайте сами, сколько мы переплачиваем, практически ничего не приобретая. То же самое можно сказать относительно других возможных вариантов покупных подшипников скольжения – переплачиваем, а выгода не очевидна.
Ну, а если бронзы нет? А вот это, извините, полная фигня. Если вы имеете доступ к приличному станочному парку и затеяли дорогой проект, то не найти кусок бронзы для двенадцати небольших втулок и четырех ходовых гаек, просто смешно!
Из чего делать и как?
До сих пор мы все время говорили: «сталь», «бронза»…. А какая сталь и какая бронза, конкретно?
При наших требованиях к износостойкости (каждый день в три смены работать не будем) и невысоких требованиях к стабильности сил трения, выбор марок стали и бронзы, а также термообработка стальных направляющих существенного значения не имеют. Поэтому, если мне позвонят с завода и спросят: «Такой бронзы (стали), которую вы записали в чертеже, у нас нет. Можно мы сделаем замену на…?». Я сразу и без тени сомнения отвечу: «Можно! Лишь бы это была действительно бронза, а сталь была со средним содержанием углерода. Например, стали 30, 40 или 45».
Но в чертеже все-таки надо что-то записать, и записать надо наилучший вариант. Ухудшить всегда успеется. Для втулок подшипников скольжения хорошо подходят оловянные фосфористые (БрОФ10-1) и цинковые (БрОЦС5-7-12, БрОЦС6-6-3) бронзы. Безоловянные бронзы (БрАЖ9-4, БрС30) лучше работают с гладко обработанными закаленными направляющими, поэтому в любом случае направляющие надо закалить до твердости 40…50 HRC и отполировать с шероховатостью Ra 0,63.Мало ли из чего в итоге нарежут втулки. Внутреннюю поверхность втулок полировать не надо, но шероховатость у нее должна быть не хуже Ra1,25.
Не будем забывать о том, что у нас кроме подшипниковых втулок есть еще бронзовые ходовые гайки. Там требования к материалу пожестче, но для нашего случая не намного. Имеет смысл унифицировать материал для ходовых гаек и втулок скольжения.
Что касается геометрии и зазоров, то тут вольностей лучше не допускать. Для обеспечения работоспособности нашего изделия при заданных точностях максимальный гарантированный зазор между втулкой и направляющей (диаметр 16 мм) должен быть порядка 0,034 мм, что соответствует ходовой посадке по 7-му квалитету (Н8/f7).
На практике, при штучном (не серийном) изготовлении поступают так. Сначала растачивают, запрессованные в корпусах втулки, с нужными допусками формы и расположения поверхностей, затем точно измеряют получившиеся отверстия, и только затем шлифуют направляющие до размера, обеспечивающего необходимый зазор. Потом все это дело маркируют, чтобы в дальнейшем не перепутать какие корпуса, по каким направляющим скользят.
Кроме зазора важный параметр подшипниковой втулки – ее длина. Вернее не длина, как таковая, а отношение длины к диаметру (l/d). Известно, что несущая способность подшипника пропорциональна квадрату отношения l/d. Учитывая положительное и отрицательное влияние l/d на несущую способность, чаще всего придерживаются средних значений l/d=0,8…1,2. При диаметре направляющей 16 мм диапазон длин втулок - 12,8…19.2 мм. Однако в нашей конструкции несущая способность подшипника заботит мало, нагрузки у нас небольшие. Больше заботит чувствительность втулки к перекосам. Очевидно, чем меньше отношение l/d, тем меньше эта чувствительность. Поэтому длину втулки лучше выбрать ближе к 13 мм, чем к 20.
И последнее замечание. Что делать если не получается выполнить все приведенные в этой главе рекомендации? Бросить это дело и не париться? Ну, почему же, просто надо быть готовым к тому, что в итоге качество изделия (станка) пострадает. Только и всего. А вдруг не пострадает? Пострадает, пострадает, вопрос в том насколько? А вот это с точностью никто не скажет. Вопрос типа: «А что будет, если бронзу заменить латунью, или вообще сделать пару скольжения - сталь по стали?» - не имеет смысла. Попробуйте, сделайте, потом расскажете. Ясно одно – будет хуже. Кстати, в неответственных направляющих невысокой точности пара скольжения сталь–сталь допускается, при этом детали пары должны иметь разную твердость, например, направляющая закаленная, а втулка, наоборот, отпущенная.
Ходовые винты и гайки
Практически, тут могут быть только два варианта – классический стальной ходовой винт с бронзовой гайкой, снабженной устройством компенсации люфта, или шариковинтовая передача (ШВП).
Винтовая передача с трением скольжения
Почти все общие соображения, высказанные в предыдущей главе касательно выбора материалов для направляющих и подшипников скольжения, справедливы и для винтовой передачи с трением скольжения, повторяться нет смысла. Рассмотрим еще одно важное свойство винтовой пары, которое может иметь большое значение применительно к нашему случаю, а именно – демпфирующую способность винтовой передачи трения скольжения.
Шаговым двигателям свойственен нежелательный эффект, называемый резонансом. Эффект проявляется в виде внезапного падения момента на некоторых скоростях. Это может привести к пропуску шагов и потере синхронности. Эффект проявляется в том случае, если частота шагов совпадает с собственной резонансной частотой ротора. Борьбу с этим эффектом можно вести по двум направлениям. Электронными методами, например переходом на микрошаговый режим работы двигателя (или на уровне алгоритма работы драйвера), и организацией механического демпфирования.
Обидно, сделав или купив контроллер и построив станок, нарваться на явление резонанса. Поэтому нужно заранее позаботиться о том, чтобы при разгоне и торможении двигателя безболезненно пройти резонансную частоту. Переход на микрошаговый режим не всегда приемлем из-за резкой потери скорости и момента на валу. Да, если и приемлем, никогда не вредно иметь в виду механическое демпфирование.
Резонансная частота вычисляется по формуле F 0 = (N*T H/(J R+J L)) 0.5/4*pi,
где:
- F0 – резонансная частота,
- N – число полных шагов на оборот,
- TH – момент удержания для используемого способа управления и тока фаз,
- JR – момент инерции ротора,
- JL – момент инерции нагрузки.
Из формулы видно, что резонанс в большой степени зависит от подключенной к двигателю нагрузки. Очевидно, что при жестком креплении ходового винта к валу двигателя суммарный момент инерции системы существенно возрастет, что сдвигает резонанс в область более низких частот, на которых хорошо проявляются демпфирующие свойства вязкого трения в витках ходовой резьбы. Выбирая число витков, и регулируя в резьбе зазор (натяг) можно добиться устранения симптомов резонанса.
Вот тут многое зависит от материала гайки. Нужна хорошая адсорбция масла к материалу. Например, фторопластовая гайка не может служить демпфером из-за полной несмачиваемости маслом. Капрон, в этом смысле, ведет себя лучше, но тоже не слишком хорошо. Из неметаллов лучше всего подходит текстолит, который с маслом дружит. Бронза хороша со всех сторон.
При использовании для связи с нагрузкой упругих муфт из эластичных материалов, надо следить, чтобы эластичный материал способствовал поглощению энергии в резонансной системе и приводил к затуханию паразитных колебаний, а не наоборот. Такие муфты не дешевы, но зато в этом случае демпфирование в витках резьбы теряет свое значение, вот почему при использовании ШВП, в которой вязкое трение явно не выражено, хорошая муфта обязательна.
Далее остановимся на специфических особенностях стальных ходовых винтов и бронзовых гаек.
Ходовой винт
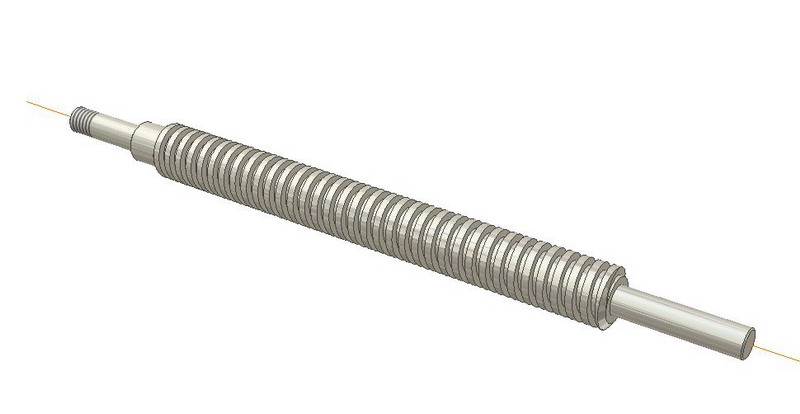
Ходовые винты рассчитывают на прочность износостойкость и устойчивость. Прочность и КПД нас интересует мало. Износостойкость интересует в плане определения среднего давления на рабочих поверхностях резьбы и выбора высоты витка. А вот, исходя из расчета на устойчивость, мы должны определить диаметр винта при заданной длине и выбранной схеме закрепления винта в опорах. Схему эту тоже надо выбрать.
Не буду тут надувать щеки, делать умный вид и утомлять вас расчетами по хитрым формулам. Тем более что сам я, хотя и умею это делать, давно уже такие вещи не рассчитываю. Наш станок это не домкрат с упорной грузовой резьбой на заданную многотонную нагрузку, а точный механический прибор. Выбор геометрических параметров винта можно, и нужно, производить на основе анализа прототипов. Если вы проанализируете (анализировать нужно промышленное оборудование, а не самоделки) большое количество аналогичных станков и приборов схожей схемы, то обнаружите следующее:
- Опоры винта: один конец закреплен жестко, другой опирается прямо на шаговый двигатель.
- Минимальный диаметр винта: 12 мм при длине до 700 мм, 16 мм при длине до 1200 мм.
- Профиль резьбы: трапециидальный или ленточный (с прямоугольным профилем).
- При шаге 3 мм высота профиля резьбы 1,5 мм.
Можно провести расчеты конкретно для нашего станка и убедиться в этом, но время жалко. При конструировании основное внимание нужно уделить материалам и технологии что в данном случае гораздо важнее. Дальше будут изложены технические требования к винтам. К их выполнению следует стремиться, но сделать это не всегда возможно и довольно дорого. Тут необходимо искать компромиссы. Чем можно поступиться, а чем нельзя вопрос сложный и решается каждым конструктором по-разному, в соответствии со своими предпочтениями. Не настаивая на своем мнении, приведу основные требования, как это должно быть на самом деле.
Для термически необработанных ходовых винтов нормальной и повышенной точности лучшим материалом является горячекатаная сталь А40Г. Применяют также сталь 45 и 40Х улучшенную. В этом случае материал направляющих можно унифицировать с материалом винта.
В случае окончательной обработки винта резцом применяют сталь У10А, которую отжигают на твердость 197 НВ.
Для закаливаемых и шлифуемых по профилю резьбы винтов применяют сталь марок 40ХГ и 65Г, которая обладает высокой износостойкостью. Этот вариант для домашнего станка слишком крутой, а вот ШВП, кстати, только так и делают.
Допускаемые отклонения винтов:
- Наибольшая допускаемая накопленная ошибка шага, мкм:
- в пределах одного шага - ±3…6;
- на длине 25 мм – 5…9;
- на длине 100 мм – 6…12;
- на длине 300 мм – 9…18;
- на каждые 300 мм длины добавляется – 3…5;
- на всей длине винта, не более – 20…40.
- Допуски на наружный, средний и внутренний диаметры резьбы устанавливают не более соответствующих допусков на трапециидальную резьбу по ГОСТ 9484-81, с полем допуска 7Н по ГОСТ 9562-81.
- Для обеспечения точности винтов по шагу и для предохранения резьбы от быстрой потери точности в результате местного износа, отклонение на овальность среднего диаметра резьбы при шаге 3 мм должно быть 5…7 мкм.
- Биение наружного диаметра винта при проверке в центрах при длине до 1 метра – 40…80 мкм.
- Если наружный диаметр винта служит технологической базой для нарезания резьбы (а почти всегда так и бывает), то допуск на наружный диаметр назначают по h5.
Нетрудно догадаться, что от отклонений по п.1 впрямую зависит точность станка. Если бы мы передвигали каретки вручную по нониусам, то так бы оно и было, но в нашем случае жить легче, потому что в станке ЧПУ накопленную ошибку можно компенсировать программно.
Если бы мы затеяли трапециидальную резьбу, то к уже изложенным требованиям следовало бы добавить кучу важных, но сложновыполнимых требований к углам профиля резьбы. Но стоимость ходового винта и так высока, чтобы изготавливать специальный инструмент для нарезания трапециидальной резьбы (а он именно изготавливается для каждого конкретного случая). При штучном изготовлении без подготовки специальной оснастки вполне сгодится ленточная резьба с прямоугольным профилем.
И все же, чем лучше трапециидальная резьба по сравнению с ленточной? Только одним – лучшей износостойкостью, т.к. рабочая поверхность витка у трапециидальной резьбы больше, а давление на этой поверхности, соответственно, меньше. Выбор между трапециидальной и ленточной резьбой – вопрос компромисса между долговечностью и стоимостью. Если вы готовы заплатить приличные деньги (сопоставимые со стоимостью ШВП) за долговечность, выбирайте трапециидальную резьбу. Я лично, не готов.
Предвижу вопрос из серии: «А что будет, если…?». Что будет, если взять хороший пруток и нарезать на нем метрическую резьбу с треугольным профилем? Отвечаю – будет хуже. На диаметре 12 мм стандартно режется метрическая резьба с шагом 1,75. Высота профиля у нее 1,137 мм, что недостаточно по износоустойчивости. Ближайшая резьба, подходящая по высоте профиля (1,624) имеет шаг 2,5 и режется на диаметре 18 мм. Получается приличная дубина. Но самое главное, требования к винту по пунктам 1-5 остаются те же. Выигрыш в стоимости изготовления если и будет, то небольшой.
Кстати, стоимость изготовления винта растет в геометрической прогрессии от его длины. Связано это с технологией нарезания резьбы и применением специальной оснастки. Например, для изготовления винта длиной до 500 мм требуется один люнет, а для винта 700 мм уже два. Люнеты под конкретный винт нужно дорабатывать, стоимость доработки и другой необходимой оснастки, как вы понимаете, входит в стоимость винта. Если бы мы делали 50 винтов, или связались с производством, где эти винты делают серийно, было бы дешевле, а так…. Вот почему я с самого начала заложил в станке рабочее поле по Х - 700 мм, а не 1000. Дорого и не везде сделают.
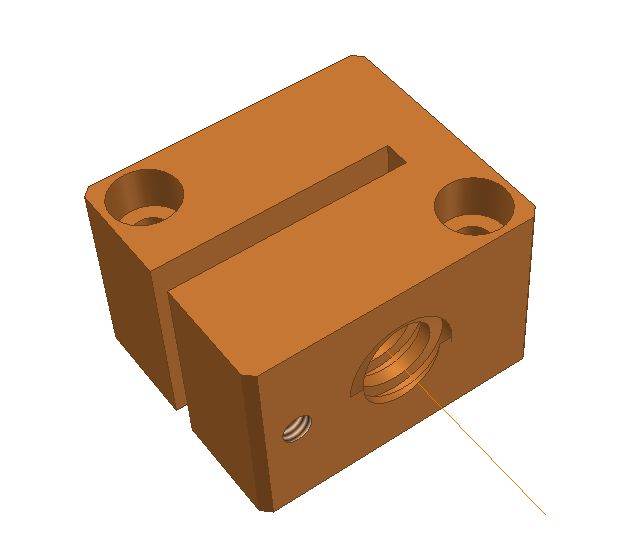
Ходовая гайка
Обычно гайки изготавливают из бронзы марок БрО10Ф1 и БрО6Ц6С3. Если вы найдете такую бронзу, то будет очень хорошо, но отнюдь не смертельно, если вы примените любую другую. Вообще все, что мы говорили о материалах для втулок скольжения, справедливо и для ходовых гаек.
Допускаемые отклонения гаек:
- П. 2 для винтов относится и к гайкам.
- Для разрезной гайки наружный диаметр резьбы назначают из условий обеспечения прилегания гайки к винту по профилю, поэтому его задают большим на 0,5 мм, чем по ГОСТ 9484-81. Внутренний диаметр назначают из условий необходимого зазора, поэтому его задают большим на 0,5 мм, чем по тому же ГОСТ-у.
- В тех случаях, когда внутренний диаметр гайки служит технологической базой для окончательной обработки корпуса гайки (сами понимаете, так оно и бывает), внутренний диаметр гайки выполняют по Н6.
- Допускаемые отклонения профиля и шага не регламентируются, а ограничиваются величиной допуска на средний диаметр.
Наличие зазоров между резьбами винтовой пары является причиной возникновения мертвого хода. Его устранение достигается конструктивными мерами – за счет стягивания разрезной гайки винтом, пружиной или цанговым зажимом. Проще всего сделать разрезную гайку со стяжкой ее винтом/
Как поступить?
Помните, что мы говорили про направляющие и подшипники скольжения: «На практике поступают так. Сначала растачивают втулки, и только потом шлифуют направляющие до размера, обеспечивающего необходимый зазор». Так вот, с ходовыми винтами и гайками все происходит с точностью до наоборот – сначала делают винты, а потом по ним точат гайки.
Это обстоятельство сулит большую выгоду. Винты практически не изнашиваются (именно так на производстве капитально ремонтируют станки – делают новые гайки к старым винтам), значит, вы можете принести на завод подходящий ходовой винт, и вам по нему сделают гайку. Подходящие винты можно купить, можно снять со старых станков и приборов, найти на свалке, наконец. Это сильно удешевит производство вашего станка, т.к. стоимость ходовых винтов составляет больше половины всех затрат на изготовление механики.
Как всегда бывает, у такого решения есть не только плюсы. Покупные (найденные) винты уже имеют разделанные концы, которые диктуют совершенно определенную конструкцию опор, возможно, вам не выгодную, а так же применение тех подшипников, которые подходят к винту, а не тех, которые хотелось бы поставить вам. Часто появляется необходимость в изготовлении для опор дополнительных деталей, которые добавляют стоимость, и которые не потребовались бы, будь конструкция винтов и гаек ваша. Это реальный минус.
В последнее время появилось много фирм (включая зарубежные), которые продают готовые винтовые пары. В принципе, стоимость покупки и изготовления отличаются не сильно, но возникает проблема с концами. Часто эти фирмы готовы изготовить для вас винты нужной длины и с разделкой концов, которую вы сами нарисуете, но цена при этом вырастет в 1,5…2 раза. В любом случае, изготавливать свои ходовые винты или купить готовые, решать вам.
Если вы не уверены в том, что вам удастся изготовить качественные винтовые пары, и вы решили в своем станке применить покупные или вообще «левые» винты, то будет правильно сначала их купить или найти, а уж потом приниматься за конструирование станка. Точнее за конструктивное оформление, потому что конструировать в нем особо нечего.
ШВП
В шариковинтовой передаче трение скольжения заменено трением качения. Это позволяет значительно повысить КПД механизма до 95…98%, а также на порядок увеличить его ресурс. Именно этим объясняется широкое применение ШВП в машиностроении.
Точность ШВП ниже точности винтовых передач с трением скольжения. Объясняется это просто. В обычной винтовой передаче в контакте находятся всего две детали и технологический зазор (мертвый ход) регулируется, а в ШВП, кроме тех же самых двух деталей (винт и гайка) в работу включается третья деталь – шарик, вернее куча шариков, и регулировать мертвый ход проблематично. Но это не значит, что ШВП не точная. Она точная, только технологически точность эта дается не просто. Скажем так, если сравнивать ШВП и винтовую передачу с трением скольжения одинаковой точности, то ШВП получается существенно дороже.
Я не плохо отношусь к ШВП и не ратую исключительно за классический винт с гайкой. Наоборот, мне нравятся ШВП, сам мечтаю сделать с ними станок. Но. Кроме того, что это надежно, красиво, дорого и вообще круто, это ко многому обязывает. Странно видеть ШВП рядом с направляющими из трубок для штор и капроновыми подшипниками, просверленными дрелью. И наоборот, хорошие направляющие с модными металлофторопластовыми подшипниками смотрятся рядом с резьбовой шпилькой, купленной на рынке, и шестигранной гайкой за 3 рубля не менее странно.
Уж если применять ШВП, то совместно с хорошими направляющими, качественными гильзами подшипников скольжения, добротными переходными муфтами для подсоединения ШВП к двигателю, да и остальные детали станка должны быть на уровне. Иначе смысла нет. А это уже совсем другая ценовая категория.
Конструкция станка
Нудная часть повествования закончена. Дальше будет веселее, с картинками и фотографиями. Первым делом обозначим несколько ключевых моментов, на которые будем опираться при конструировании.
- Придумать сложный механизм с кучей деталей не трудно. Тут много ума не надо. Трудно придумать механизм простой и технологичный, но который выполняет те же функции, что и сложный. Почему трудно придумать оригинальный велосипед? Потому что в нем уже все придумано, давно! Возникает вопрос, а надо ли заниматься изобретательством и конструкторской эквилибристикой? Станок нужен для дела, а не для демонстрации воспаленного воображения конструктора. Поэтому, не мудрствуя лукаво, пороемся в Интернете и подберем готовую конструктивную схему станка, отвечающую нашим требованиям.
- Детали станка должны иметь простую геометрическую форму с минимальным количеством фрезерных операций. Кроме того, деталей этих должно быть мало. Мы и так потратим кучу денег на направляющие и ходовые винты с гайками, чтобы разоряться еще и на филигранных, кружевных корпусных деталях.
- Никакой сварки. Это лишние деньги, а кроме того, потом все равно придется отжигать сваренный узел в печи, чтобы снять остаточные напряжения, и ставить на станок для механической обработки.
- Материал всех корпусных деталей – сплав Д16Т. Жесткость будем набирать большими монолитными сечениями, т.к. для придания необходимой жесткости одна толстая деталь дешевле, чем три тонких скрепленных вместе.
- Как можно меньше крепежных деталей. Нарезание резьбы тоже стоит денег.
- Неплохо было бы заложить в конструкцию возможность модернизации. Например, при необходимости изменять рабочее поле станка с минимальными доработками.
Поиски в Интернете дали результат. Мне понравился австрийско-немецкий станок Step-Four ( http://cooltool.ru/).

Очень подходящий прототип. Если бы он стоил дешевле, хотя бы раза в два, то можно было бы вообще не заморачиваться с собственным изготовлением, а просто взять и купить. Кстати на сайте есть подробный прайс лист. В нем отчетливо прослеживается резкое увеличение цены станка в зависимости от увеличения рабочего хода по Х. Это как раз то, о чем мы говорили в предыдущей главе.
Вот на этот прототип и будем ориентироваться. Приступим.
Ходовая часть
Начнем с каретки Z. Это будет просто брусок со встроенными в него подшипниками скольжения и отверстиями крепления кронштейна для шпинделя.
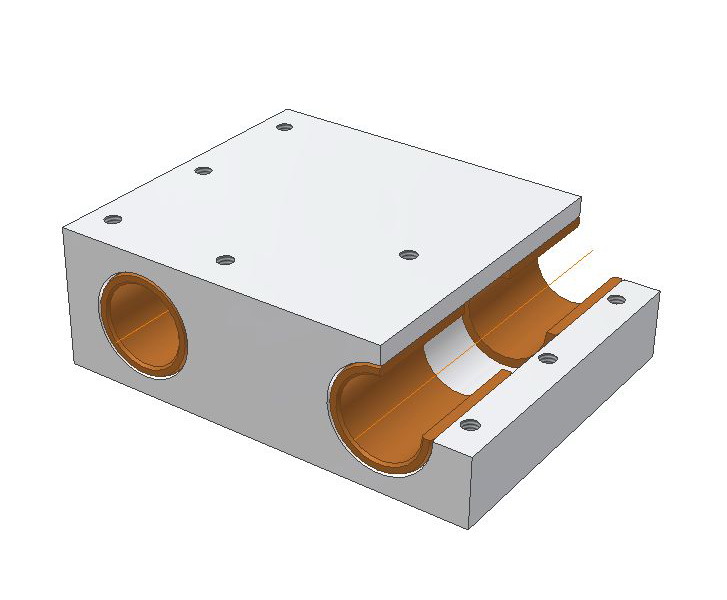
Каретка Y это уже два бруска с подшипниками и отверстиями для направляющих Z. Направляющие должны вставляться в отверстия по плотной (переходной) посадке и фиксироваться установочными винтами. Фиксация винтами нужна больше для успокоения души, чем для реального крепления. Направляющие должны сидеть в отверстиях как вкопанные. В нижнем бруске имеется отверстие для подшипникового узла ходового винта, а в верхнем – посадочное место для шагового двигателя.
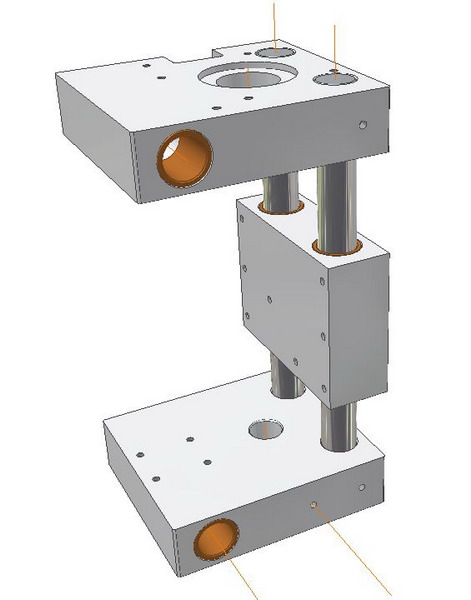
Каретка Х – две стенки, имеющие такие же конструктивные элементы, что и бруски каретки Y. Толщина стенок 15 мм. Меньше никак нельзя, иначе направляющие будут плохо держаться. В нижней части стенок привинчиваются корпуса подшипников скольжения для перемещения каретки по направляющим, расположенным в раме.
В таком виде каретка Х имеет достаточную жесткость. Усилия необходимые для придания каретке заметных упругих деформаций намного превосходят усилия, необходимые для того, чтобы сломать фрезу. (Помните, ломали в начале статьи?) Обратите внимание, конструкция позволяет в некоторых небольших пределах компенсировать набежавшие допуска в координатах отверстий для направляющих.
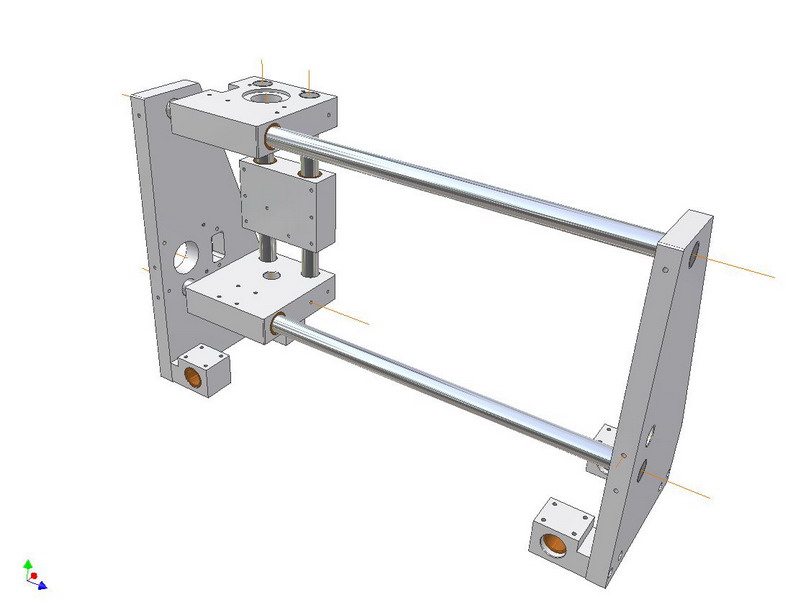
Рамы, в том понимании, как мы привыкли, не будет совсем. Вместо нее будут две балки с корпусами для направляющих, собранных на алюминиевом уголке 30х60х5.
Ставим каретку Х на раму.
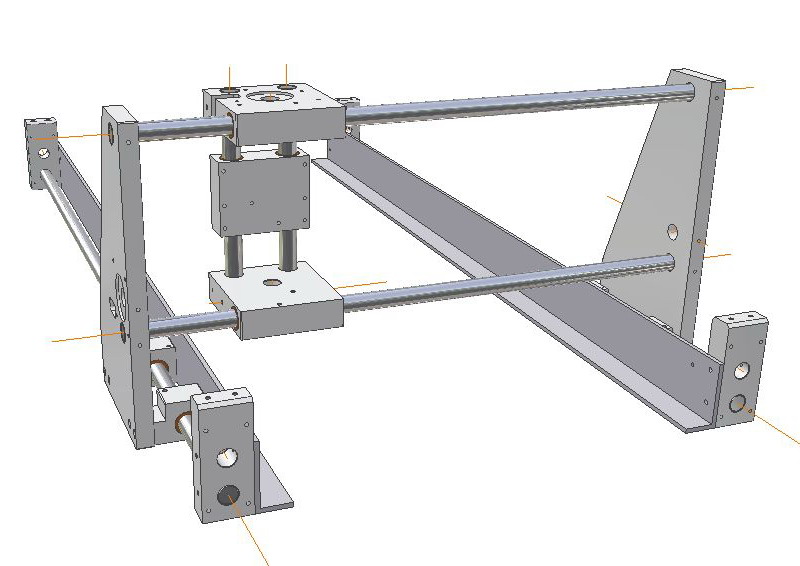
Осталось прикрутить готовую ходовую часть станка к прочному и жесткому основанию за уголки балок. Основанием может служить, например кусок ламинированной доски, применяемой для изготовления столешниц кухонной мебели, или просто письменный стол. Балки рамы сами займут нужное положение. Главное им не мешать.
Заметьте, изменяя длину направляющих можно легко сделать станок с любыми (в разумных пределах) размерами рабочей плоскости фрезерования, не меняя корпусные детали.
Трансмиссия
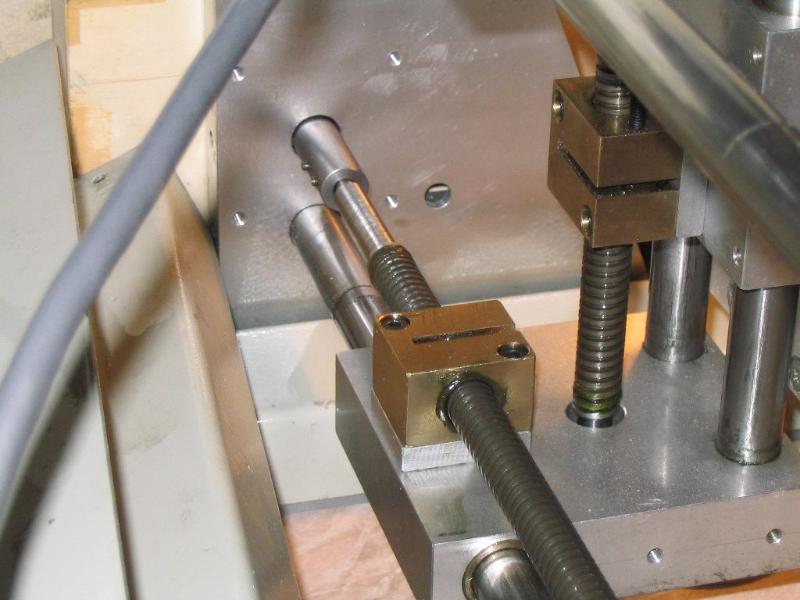
Можно приступать к установке винтов.
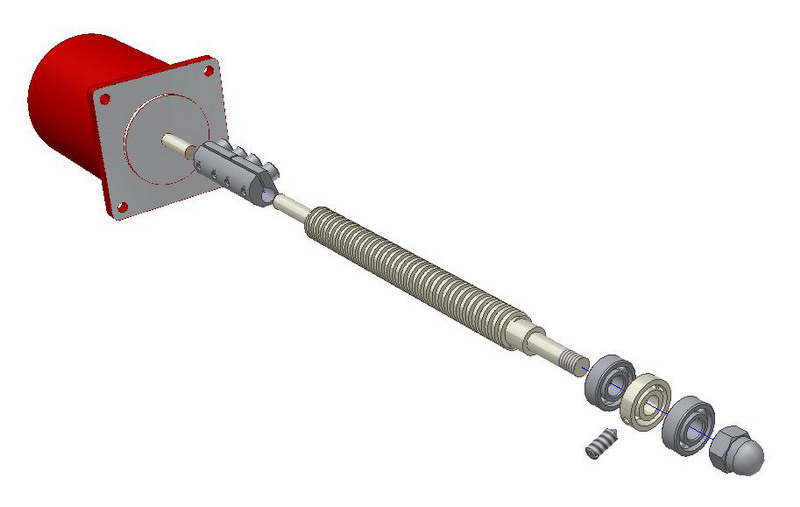
Как мы уже говорили, один конец винта висит прямо на шаговом двигателе, а другой опирается на подшипниковый узел, состоящий из двух радиально-упорных подшипников, которые не дают перемещаться винту вдоль оси. Один подшипник обеспечивает упор в одну сторону, другой – в другую. Натяг в подшипниках создается колпачковой гайкой через втулки, стоящие между подшипниками. Узел подшипников, а значит, и весь винт фиксируется в корпусе установочным винтом через отверстие во внешнем кольце.
Подшипники могут быть любые. Я применил с габаритными размерами 6х15х5. По идее, тут должен стоять радиально-упорный сдвоенный подшипник (серия 176 ГОСТ 8995-75), но найти его трудно. Даже простые радиально-упорные подшипники на рынке кучами не лежат, а уж сдвоенных и вовсе нет. Можно поставить обыкновенные радиальные подшипники. Осевые усилия и скорости у нас не большие, а если через некоторое время захрустят, то заменить их легко, не надо даже ничего разбирать.
На ось мотора винт насажен через втулку с клеммными зажимами.

Передача момента с приводного винта координаты Х на неприводной осуществляется специальным пластиковым зубчатым ремнем.
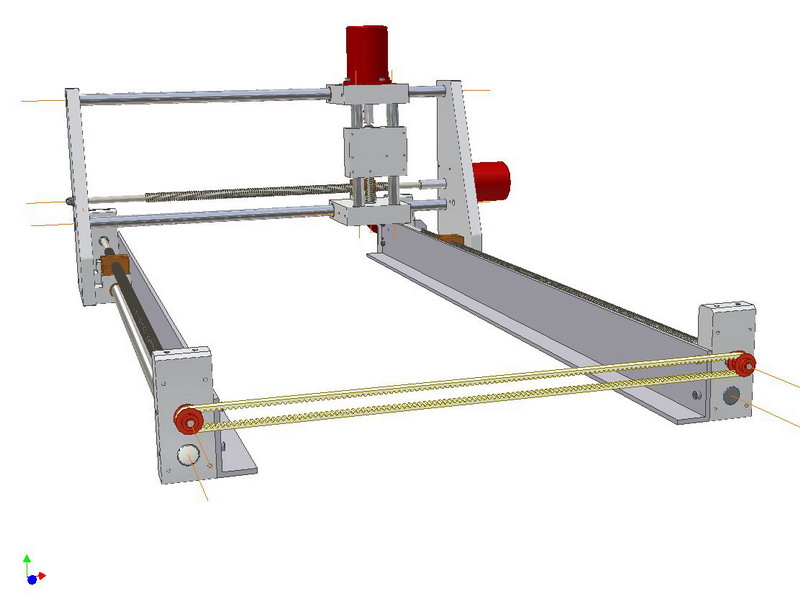
Сам зубчатый ремень и шестеренки покупные. Ремень на такой длине практически не тянется и ему необходимо обеспечить хороший натяг. Надежно ли это? Надежно. А можно поставить по оси Х два шаговика, по одному на каждый винт? Не знаю, не пробовал. Думаю, будут проблемы с синхронизацией. А ремень - дешево и сердито.
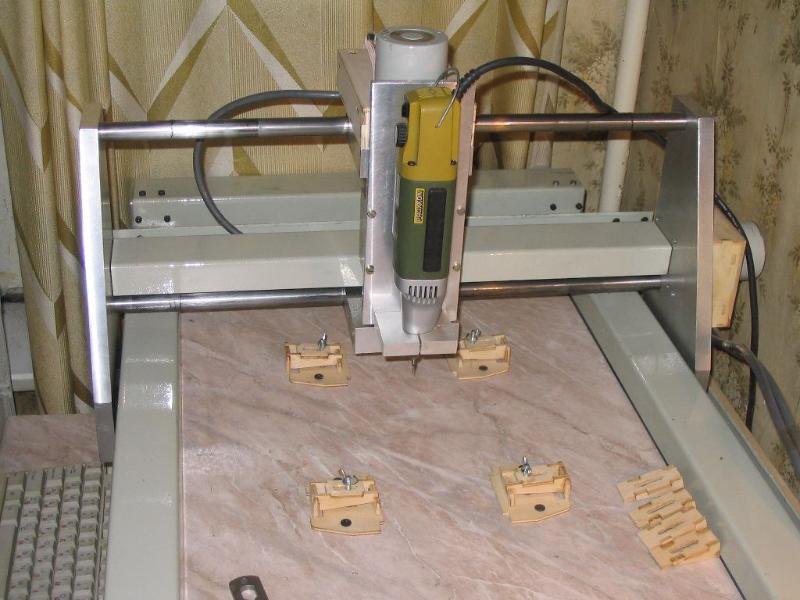
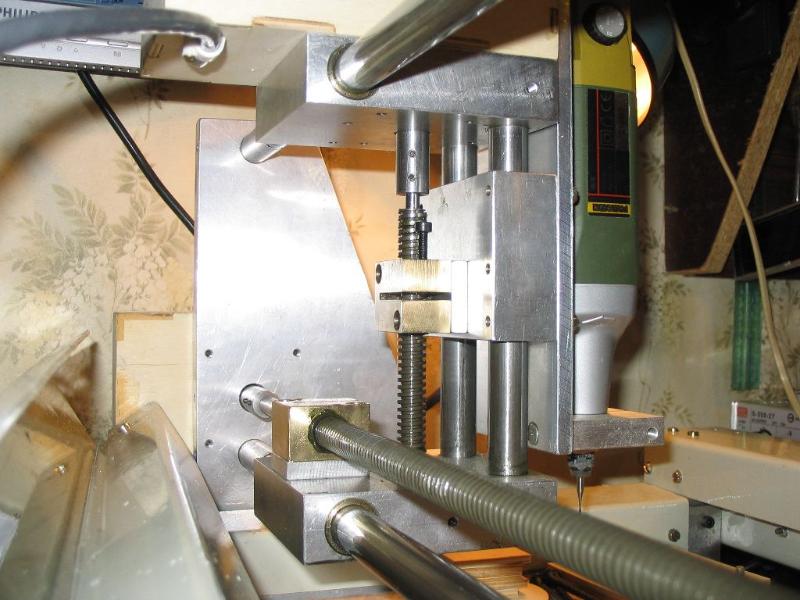
Последний штрих. Ставим кронштейн для шпинделя.
Вот и все. Можно цеплять электронику, ставить шпиндель и запускать станок. Все должно работать. И работает, надо сказать! Принципиально больше ничего не нужно. Ах да, концевые выключатели надо поставить, но можно и не ставить. Это опция, станок прекрасно работает и без концевых выключателей.

Считаем корпусные (кроме направляющих и ходовых винтов) детали, которые надо заказывать на заводе - 14 штук! Плюс 2 уголка, плюс две детали для кронштейна шпинделя. Итого: 18 деталей. А по номенклатуре и того меньше, всего 8. Очень хороший результат!
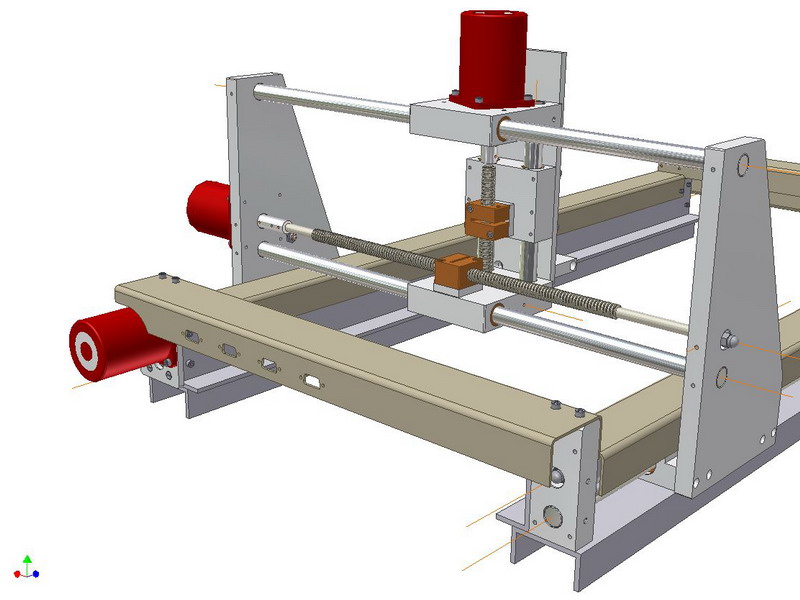
Придаем «товарный» вид
Глядя на фото прототипа с сайта, видим, что там станочек солидный, а у нас какой-то скелетистый и дохлый!
Щас, сделаем!
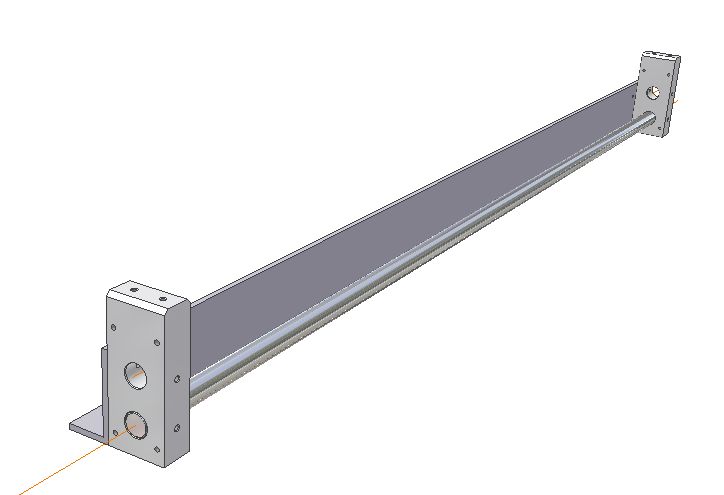
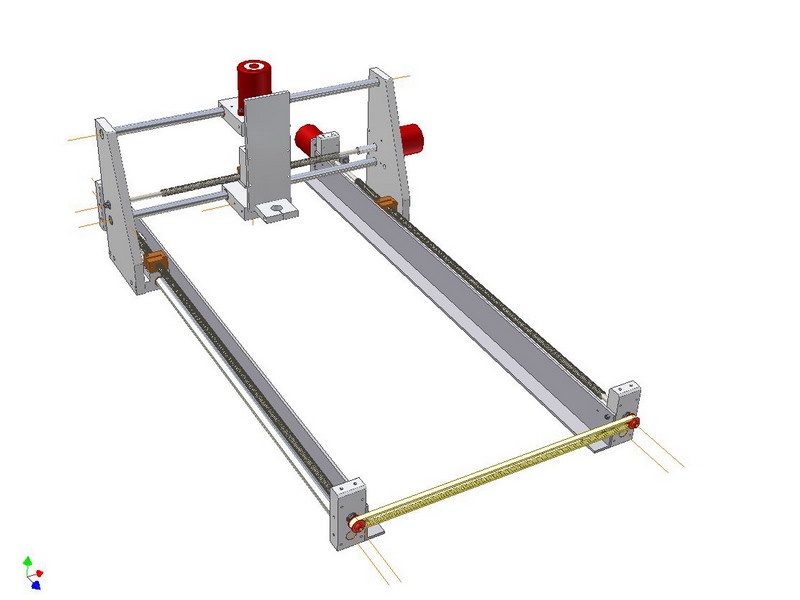
Установим снизу рамы швеллеры – основания (толщина 5 мм) и закроем ходовые винты швеллером – кожухом (толщина 2 мм).
Установим траверзы, тоже из швеллеров. Таким образом, с одного конца закроем ременную передачу, а с другого на траверзу можно установить разъемы от шаговиков.

|
|
На каретке Х установим кожух, защищающий ходовой винт Y, а к нему привинтим желоб, в котором будет лежать кабель от каретки Z. Такой же желоб привинтим к раме со стороны приводов.

Придадут ли все эти кожухи нашему станку жесткости? Безусловно, придадут, но не шибко много. Усиливать конструкцию и придавать ей общую жесткость подобным способом нельзя. Силовая схема станка должна работать сама по себе и без этих подпорок. Но зато теперь станок можно легко переносить с места на место, а не держать его привинченным к письменному столу.
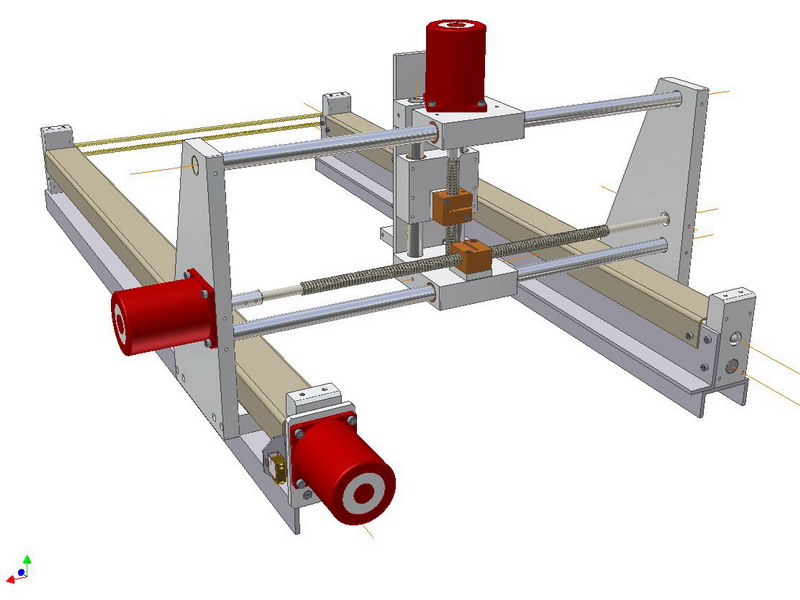
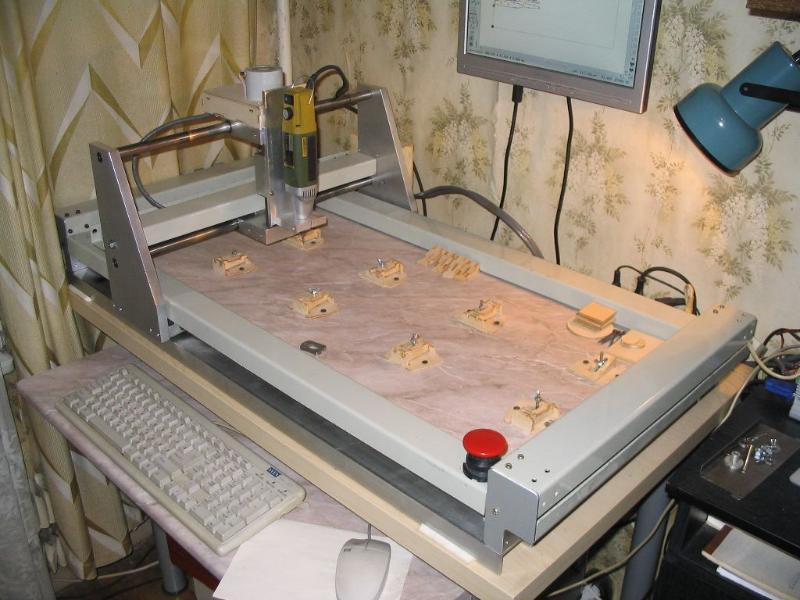
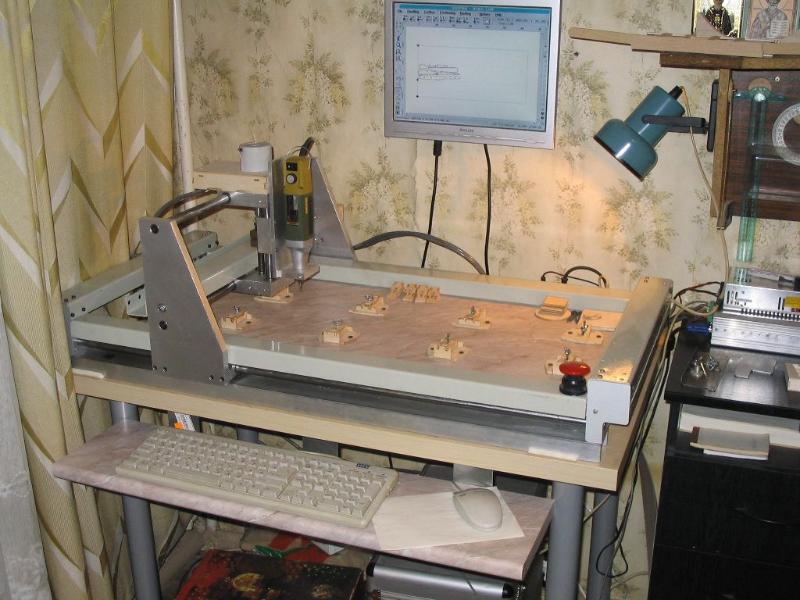
Поставим крышечки, выпилим (для пробы) на новом станке коробочки, чтобы спрятать в них переходные колодки для проводов от шаговиков. И, последний штрих, установим гусеницы для кабелей.

Все! Теперь совсем другое дело! Смотрим на прототип – брат близнец!
Осталась сущая ерунда – начертить чертежи, грамотно назначить допуски на ключевые размеры и можно отдавать на завод.
Кое-кто скажет – слизал, и радуется! Пожалуйста, мне эти упреки пофигу, мне станок нужен хороший, а не патент на изобретение. Я скажу по-другому – творчески переработал, потому что не тупо срисовывал, а знал, что я делаю, зачем, и почему именно так.
|
|
|
Я не являюсь большим специалистом в области металлообработки и конструирования конкретно металлообрабатывающих станков, поэтому возможно, где-то оказался неправ или неточен, знающие товарищи меня поправят. Кроме того, за многие годы реального конструирования в приборостроении и машиностроении у меня сложились определенные стереотипы в подходах к проектированию деталей машин (выбор конструктивных баз, особенности назначения допусков и посадок, адаптация конструкции под конкретное заводское оборудование и пр.), возможно, вас эти подходы не устроят, поэтому здесь их и не привожу. Но при проектировании данного станка я опирался именно на те общие соображения, которые изложил в статье. И станок этот работает! Как задумано! Прослужит ли он 8 лет – не знаю, время покажет, но, имея конструкторскую документацию, я могу изготовить не только запчасти, но еще парочку таких же станков. Если понадобится.
Приложение
|
|
|
|
|

|
Список литературы:
- В.И.Анурьев. Справочник конструктора-машиностроителя. В 3-х томах. Москва. «Машиностроение». 2001.
- И.Я.Левин. Справочник конструктора точных приборов. Москва. ОБОРОНГИЗ. 1962.
- Ф.Л.Литвин. Проектирование механизмов и деталей приборов. Ленинград. «Машиностроение». 1973.
- П.И.Орлов. Основы конструирования. В 3-х томах. Москва. «Машиностроение». 1977.
- Справочник. Приборные шариковые подшипники. Москва. «Машиностроение». 1981.
- Справочник металлиста. В 5 томах. Под ред. Б.Л.Богуславского. Москва. «Машиностроение». 1978.